Meet the Semiconductor Expert
Alan Weber, VP, New Product Innovations
- Equipment and factory control system architectures
- Advanced Process Control (APC) and other key manufacturing applications
- SEMI Information and Control standards, especially EDA/Interface A
- Semiconductor manufacturing technology


Meet the Electronics Assembly Expert
Ranjan Chatterjee, VP of Cimetrix Connectivity Group - Smart Factory
- Founding member SEMI Smart Manufacturing Advisory Council
- Task Group Leader of IPC Connected Factory Initiative Subcommittee
- Co-Chair of the Smart Manufacturing Technical Working Group of iNEMI
Photovoltaic
Photovoltaics (PV) generate electrical power by converting solar radiation into direct current using semiconductors that demonstrate the photovoltaic effect. Photovoltaic power is generated using solar panels composed of solar cells using silicon in various forms and other specialty chemical compounds such as cadmium telluride and copper indium gallium selenide/sulfide.
Just as the semiconductor industry did in the 1990s, the European SEMI Photovoltaic Equipment Interface Specification (PV-EIS) task force, in 2007, started work to standardize photovoltaic (PV) equipment communication interfaces by leveraging the most appropriate existing technology. In order to reduce equipment integration and operating expenses, the new standard was to specify a communication protocol to allow the manufacturing systems to control and monitor the manufacturing equipment automatically. This initiative was part of an industry-wide effort to increase productivity and decrease operational costs.
In 2008, the task force selected the SEMI E30 GEM standard as the underlying technology, and then proposed the new PV Equipment Communication Interface (PVECI) standard to specify how the GEM standard should be implemented on PV equipment. In June 2009, SEMI members officially approved the PVECI document as SEMI standard PV2.
The photovoltaic industry can gain greater efficiency, faster equipment integration, and reduced operating expenses by using the PV2 standard. Once equipment suppliers learn and understand the potential obstacles associated with complying with the new standard, a successful and quality implementation can be efficiently achieved.
For more information about how we support the photovoltaic industry, visit our Photovoltaic Manufacturing and Connectivity page.
LED
A light-emitting diode (LED) consists of semiconductor material doped to make a P-N junction. Current flows from p-side to n-side, and when electron meets a hole, it falls into a lower energy state, releasing energy in the form of a photon. High brightness LEDs were developed in mid-1970s, and the trend continues to increase both efficiency and brightness in order to drive down the cost/lumen.
Light-emitting diodes are used in applications as diverse as aviation and automotive lighting, general lighting, sensors, advanced communication, video displays, and traffic signals. Infrared LEDs are also used in the remote control units of many commercial products including televisions, DVD players, and other domestic appliances.
In general, advances in LED technology are attributed to the parallel development of other semiconductor technologies and advances in optics and material science. This trend is called Haitz's law after Dr. Roland Haitz. Doubling of brightness occurring about every 36 months since the 1960s, in a way similar to Moore's law.
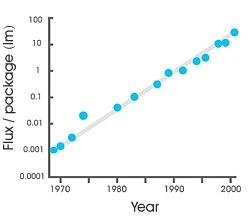
Courtesy of Kessil Newsletter
The High-Brightness LED industry is currently working with SEMI to define needed standards through the HBLED Task Force. The adoption of GEM has been accepted and further investigation is taking place concerning the GEM300 and EDA (Equipment Data Acquisition) standards.

Meet the Semiconductor Standards Expert
Brian Rubow, Director of Solutions Engineering
- Vice-Chair of SEMI NA RSC (Regional Standards Committee) Organization
- Co-Chair of SEMI NA Information and Control Global Technical Committee
Leader of SEMI DDA and GEM300 Task ForcesLeader of SEMI HB-LED Equipment Communications Interface Task Force