GEM is an industry standard, which defines standard methods to communicate between process equipment and factory host software for monitoring and controlling purposes. By connecting GEM equipment, factories can immediately experience operational benefits. Factory hosts can collect data in multiple ways. A previous blog post discussed collecting data by using collection event reports where data is pushed to the host based state transitions performed by the equipment. In addition to event reports, the factory host often has a need to poll the equipment for current data values. Data values can be directly requested by the host, or can be sampled on a periodic basis in a trace report. This is called Data Polling and is the topic for today's discussion.
 Types of Data
Types of Data
There are three types of data in a GEM interface:
- Data Variable (DV) – data items that can be gathered when an equipment event occurs. This data is only guaranteed to be valid in the context of the event. For example, the GEM interface may provide an event called PPChanged (triggered when a recipe changes). The interface may also provide a data variable called changed recipe. The value of this DV is only valid in the context of the PPChanged event. Polling the value at a different time may have invalid or unexpected data.
- Status Variable (SV) – data items that contain information about the equipment. This data is guaranteed to be valid at any time. For example, the equipment may have a temperature sensor in a process module. The GEM interface may provide a ModuleTemperature status variable. The host can request the value of this SV at any time and expect the value to be accurate.
- Equipment Constant (EC) – data items that contain equipment settings. Equipment Constants determine how equipment will behave. For example, a GEM interface may have an equipment constant called MaxSimultaneousTraces which specifies the maximum number of traces that can be requested simultaneously from the host. The value of equipment constants is always guaranteed to be valid and up to date.
Data Properties
Each of the three data types listed above have similar properties that help define the data. The equipment supplier is responsible for providing these properties in a GEM manual so that the factory host will be able to interact with the data. Some of the important data properties are:
- ID – a numeric ID that must be unique in the GEM interface. These IDs can be grouped by data type and are referred to as SVIDs (Status Variable IDs), DVIDs (Data Variable IDs) and ECIDs (Collection Event IDs).
- Name – a human-readable name for the data item
- Format – the data type of the item.
- Data formats can be simple (numeric, ASCII, Boolean) or complex (arrays, lists, structures). For example, numeric types can be I1, I2, I4, I8 (signed integer types of different byte length), U1, U2, U4, U8 (unsigned integer types) and F4 or F8 (floating point types).
- List and array types contain multiple values in the data item. For example, image data would be formatted as a byte array.
- Structure types contain a specific type of data. For example, a variable may represent a slot map which contains carrier information as well as a list of slots and their wafer placement status.
- Value – the actual value of the data item. Data values are in an accurate, efficient, self-describing binary format so that the host will know how to interpret the data. The data format allows for collection of more data more efficiently.
Collection Events (CE) and Alarms also have IDs and names. These items are discussed in other blog posts, but it is important to know about some of the properties for this post because these properties can be queried as well.
Data Polling
As mentioned, the factory host will often get data on a regular basis through trace reports and event reports that it defines. GEM also provides a method for the factory host to poll data based on its needs.
Status Variables
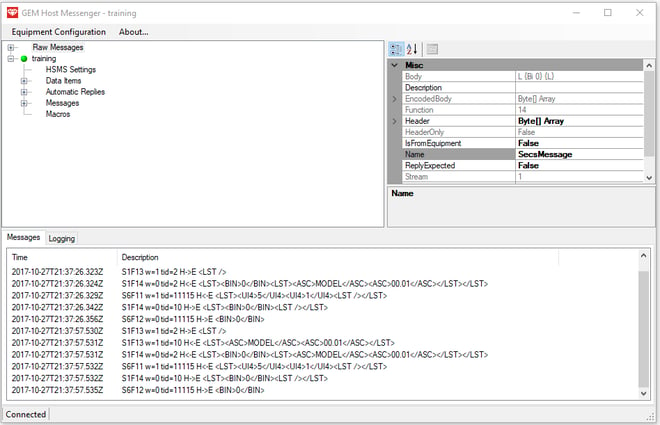
The host can query the value of status variables at any time by sending an S1F3 message containing a list of SVIDs for which to obtain the value. If the list has a length of one, only the value of the single SV will be returned. If the list has a length of zero, the values of all SVs defined in the interface will be returned. The values are returned in a list in an S1F4 message from the equipment.
The host can also request a list of SV names from the equipment by sending an S1F11 message to the equipment. The list rules mentioned above apply to this message as well. The return message will contain an entry for each SV that displays its SVID, Name and Unit.
Equipment Constants
Similar to the way SVs work, the host can also query the values of equipment constants defined in the GEM interface by sending an S2F13 message. The values will be returned from the equipment using an S2F14 message.
Also similar to SVs, the names of ECs can be queried using an S2F29 message.
Data Variables
Since data variables are only valid in the context of a collection event, there is not a method for polling values of data variables. The value of a Data Variable can only be reported in a collection event report.
Other
In addition to the methods for polling data discussed above, the following items can also be obtained from a GEM host by polling the equipment:
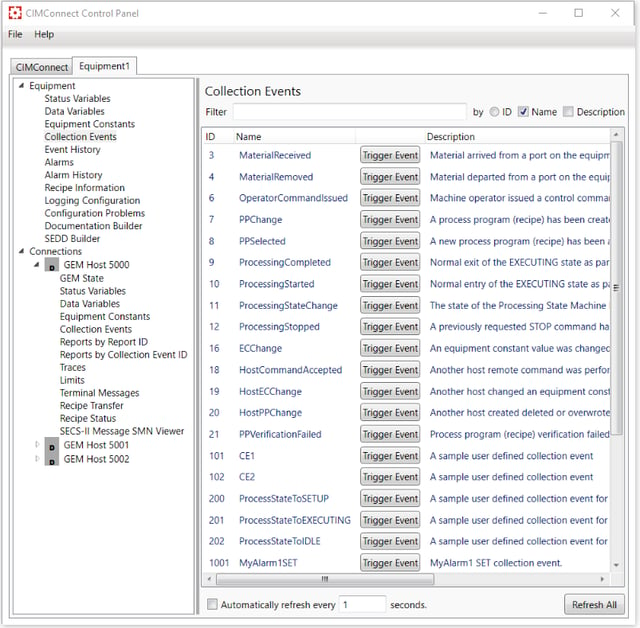
- Collection Events (CE) – The host can query what Collection Events are available on the GEM interface along with what DVs are associated with each CE. These are requested using the S1F23 message.
- Alarms – The host can query what Alarms are available on the system by sending an S5F5 message listing the ALIDs of the desired alarms. The return message lists the alarm code and alarm text associated with the ALID. Two status variables are required to be present in every GEM interface. AlarmsEnabled contains a list of IDs of all enabled alarms on the equipment. AlarmsSet contains the list of ID for alarms on the equipment that are currently in the Set state. Since these values are status variables, they can be queried at any time.
- MDLN and SOFTREV – The response to an S1F1 (Are you there?) message will contain the equipment model type (MDLN) and software revision (SOFTREV) for the equipment.
- DateTime – The date and time for the equipment can be requested using an S2F17 message. The host can synchronize the equipment’s time using the S2F31 message. GEM requires the equipment to maintain a Clock SV containing the current time. Allowing the host to query and synchronize time provides the capability to order nearly simultaneous events on the system.
Trace Data Collection
Trace data collection provides a method of sampling data on a periodic basis. The time-based approach to data collection is useful in tracking trends or repeated applications within a time window, or monitoring of continuous data.
When creating a trace definition, the host provides the following:
- Sample period – the time between samples. The resolution is in centiseconds, so it is possible to gather data very quickly using a trace. It is common for equipment so support as fast as a 10 Hz trace interval.
- Group size – number of samples included in a trace report
- SVIDs – List of status data to be included in the trace
- Total samples – number of samples to be taken over the life of the trace
- Trace request id – identifier of the trace request (GEM only allows trace IDs of type integer)
The host defines a trace request by using the S2F23 message. Trace reports are sent from the equipment to the host using the S6F1 message.
Trace Sample
Let’s suppose that a piece of equipment is processing a wafer and the processing takes 5 minutes. It is important to keep the chuck temperature within a certain acceptable range and to make sure that the chamber pressure stays below a specified level. It is sufficient to monitor the values at 15 second intervals, but we can create groups of data to only receive reports once a minute. The host could send an S2F23 message with the following trace configuration:
Trace ID: 100 (ID must be an integer)
Sample Period: 00001500 (take a sample every 15 seconds)
Total Samples: 75 (Samples every 15 seconds for 5 minutes)
Group Size: 4
SVID List:
300 (ID of the status variable that contains information about chuck temperature)
301 (ID of the status variable that contains information about chamber pressure)
After one minute, the first trace report will be delivered using an S6F1 message from the equipment. The message will contain the following information:
100 (Trace ID)
4 (last sample number)
2018-01-22T14:20:34.8 (date format depending on TimeFormat equipment constant)
Status Value List: (Length is 8: 2 SVs with a group size of 4)
219.96 (chuck temperature for first sample)
0.0112 (pressure for first sample)
219.97 (chuck temperature for second sample)
0.0122 (pressure for second sample)
219.97 (chuck temperature for third sample)
0.0120 (pressure for third sample)
219.96 (chuck temperature for fourth sample)
0.0119 (pressure for fourth sample)
After another minute the trace report may look like the following:
100 (Trace ID)
8 (last sample number)
2018-01-22T14:21:34.8 (date time shows one minute later than the first trace)
Status Value List: (Length is 8: 2 SVs with a group size of 4)
219.96 (chuck temperature for fifth sample)
0.0112 (pressure for fifth sample)
219.97
0.0122
220.01
0.0120
220.00
0.0119
Three more reports will be received at one-minute intervals. The host can check returned values in the report and react accordingly if values are out of the expected range.
Conclusion
The host could poll status data using S1F3 if it wanted to check a value at a given point in time. It can set up a trace if it wants to continuously collect data over a given period of time.
Using the data sampling methods outlined in this blog will allow host applications to poll the data they need when they need it. GEM provides flexibility in requesting data from the equipment either by allowing the host to query values at a given point in time or to be sampled on a periodic basis using a trace.
Click here to read the other articles in our SECS/GEM Features and Benefits series.
To download a white paper on an introduction to SECS/GEM, Click below:














 …never mind which came first… do you know where the chicken and the egg came from?
…never mind which came first… do you know where the chicken and the egg came from?






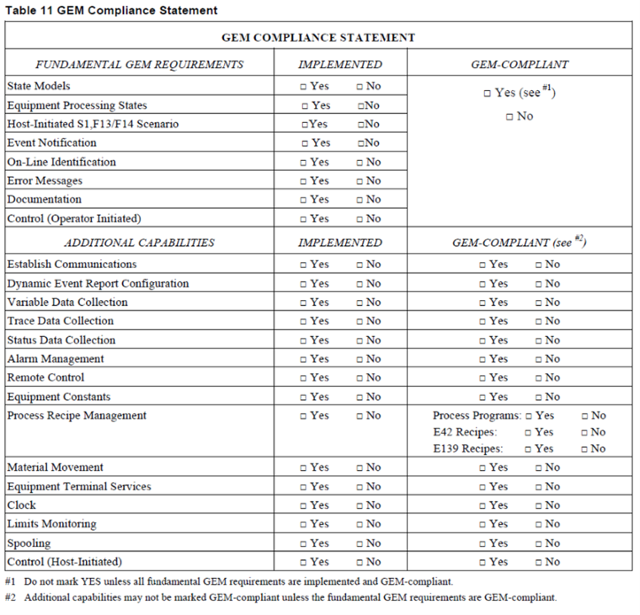
 As an OEM, implementing GEM on your equipment can seem like a daunting task. However, as GEM gains popularity in your industry, your customers may start requiring your equipment to be “GEM Compliant”.
As an OEM, implementing GEM on your equipment can seem like a daunting task. However, as GEM gains popularity in your industry, your customers may start requiring your equipment to be “GEM Compliant”.