
Recently, I had the opportunity to participate in the development, testing, and integration of the Cimetrix ELS library that encompasses the SEMI A1, A1.1, and A2 (SMT-ELS) standards. It’s been exciting to see how ELS has increasingly been embraced as a connectivity solution for electronic manufacturing equipment.
I was first introduced to the SMT-ELS standard in June 2019 by Alan Weber (VP, New Product Innovations, Cimetrix). To begin, I obtained a functioning ELS implementation from Siemens Japan as well as the needed hardware. To make sure I fully understood ELS, I attended a 2-day class presented by Siemens and began studying the ELS standard and the Siemens ELS implementation.
It took a significant amount of time to get familiar with Siemens Implementation and gain an understanding of what they did to support the ELS standard. Siemens Japan has done a great job with their SEMI SMT-ELS implementation, and their assistance with my efforts is greatly appreciated. Once I felt familiar enough with ELS, I built a SMEMA interface driver to simulate the conveyor signals.
Using the SMT-ELS communications library, the Cimetrix development team designed a sample equipment application which I was able to use for initial connectivity testing. At first, it was fairly difficult to get the two libraries to communicate. However, when I used the Cimetrix EquipmentTestTM software, I was able to find defects in our library, which were quickly and easily resolved by our development team.
While it was beneficial to have a known ELS implementation to test against, it is now clear how valuable using a testing tool would be for anyone creating or validating their own SEMI SMT-ELS implementation.
Even though the SEMI A1, A1.1 and A2 standards are not long, they are dense. As adoption of these standards increases, it becomes paramount that equipment manufactures can test their SMT-ELS implementations during development. It is not effective or efficient for equipment manufacturers to test against other equipment as their primary form of testing. This is why the Cimetrix EquipmentTest SMT-ELS plug-in is so valuable.
I am currently working on test are written in C# and the code is easy to follow. The tests are split into two categories; one for horizontal communication between equipment ,and vertical communication to a factory system.
Horizontal Tests
For Panel Transfer verification, EquipmentTest connects to the first and last equipment in the line. This allows EquipmentTest to send messages to the first equipment and validate the format and content of the message from the last equipment. 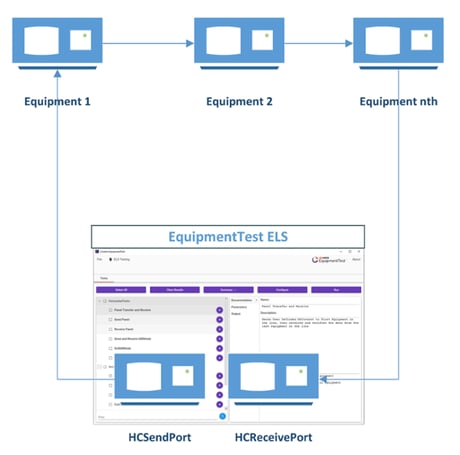
For this test, the user defines the panel parameters. The panel is sent to the first equipment. Once the last equipment in the line sends the panel to EquipmentTest, the Material Data Content is verified.
In addition to actual tests, EquipmentTest can be used to send user defined atomic messages such as SetMDMode.
Vertical Tests
EquipmentTest Connects directly to the vertical port of the equipment. Using EquipmentTest, I can set and validate the Net Configuration.
The EquipmentTest software has been pivotal in developing and test our SMT-ELS Implementation. A demonstration of EquipmentTest SMT-ELS and the Cimetrix EquipmentConnectTM SMT-ELS software will be given at Productronica from November 12-15, 2019 in Munich, Germany. Please drop by our booth any time, or feel free to set up an appointment in advance. We look forward to meeting with you and discussing your ELS needs!
 It's time to meet the folks that keep Cimetrix running - our Front Office team! Meet Emily Wang, a Cimetrix Staff Accountant
It's time to meet the folks that keep Cimetrix running - our Front Office team! Meet Emily Wang, a Cimetrix Staff Accountant

 This conference is one of the longest-running events specific to the semiconductor manufacturing industry, and always features speakers and topics that are germane to the industry’s leading practitioners of equipment/factory data collection, analysis, optimization, and control. This year’s agenda promises more of the same –
This conference is one of the longest-running events specific to the semiconductor manufacturing industry, and always features speakers and topics that are germane to the industry’s leading practitioners of equipment/factory data collection, analysis, optimization, and control. This year’s agenda promises more of the same –  The Cimetrix Resource Center is a great way to familiarize yourself with standards within the industry as well as find out about new and exciting technologies.
The Cimetrix Resource Center is a great way to familiarize yourself with standards within the industry as well as find out about new and exciting technologies. 


 Today is our next edition of the Cimetrix Book Club. Our employees are always striving to develop their skills, share information, and keep up to date with the industry. Part of this effort includes an employee book club that involves many of our team members each month. We will cover some of their favorites from time-to-time here on our blog!
Today is our next edition of the Cimetrix Book Club. Our employees are always striving to develop their skills, share information, and keep up to date with the industry. Part of this effort includes an employee book club that involves many of our team members each month. We will cover some of their favorites from time-to-time here on our blog! This short but dense book was written to guide software developers through their journey of building user interfaces. While it was targeted specifically for web and mobile user interfaces, the general topics and suggestions presented will benefit almost anyone developing any kind of software. The general theme of the book ties directly with the title: make the end user think as little as possible while using your software.
This short but dense book was written to guide software developers through their journey of building user interfaces. While it was targeted specifically for web and mobile user interfaces, the general topics and suggestions presented will benefit almost anyone developing any kind of software. The general theme of the book ties directly with the title: make the end user think as little as possible while using your software. 台灣SEMICON將於9月18日至20日在台灣台北的TaiNEX 1(南港展覽館1館)舉行,主題為“引領智能未來”。這與Cimetrix的業務完全符合,我們將在智能製造業展出大廳位於一樓J3056展位。我們邀請所有人來拜訪我們的展位
台灣SEMICON將於9月18日至20日在台灣台北的TaiNEX 1(南港展覽館1館)舉行,主題為“引領智能未來”。這與Cimetrix的業務完全符合,我們將在智能製造業展出大廳位於一樓J3056展位。我們邀請所有人來拜訪我們的展位 It's time to meet the folks that keep Cimetrix running - our Front Office team! Meet Joshua Castro, a Cimetrix Staff Accountant
It's time to meet the folks that keep Cimetrix running - our Front Office team! Meet Joshua Castro, a Cimetrix Staff Accountant I like to spend time with my 6-month old Dalmatian Radar. He used to be in a military bomb-sniffing program before we got him, but the owners decided that that was not the right route for him. We bought him from the military and are training him to become a service dog specifically for PTSD. He is currently in puppy school, and I’m also training him to do different tricks and commands. I also like to hike and travel so we usually do trips in our trailer to different hiking spots. The most recent hike is at Zion National Park where we did Angels Landing. It was a long hike but I safely crawled my way up to the top. Lastly, I play video games on my free time. I enjoy the game Overwatch, which is a fun team-based game with different characters and abilities.
I like to spend time with my 6-month old Dalmatian Radar. He used to be in a military bomb-sniffing program before we got him, but the owners decided that that was not the right route for him. We bought him from the military and are training him to become a service dog specifically for PTSD. He is currently in puppy school, and I’m also training him to do different tricks and commands. I also like to hike and travel so we usually do trips in our trailer to different hiking spots. The most recent hike is at Zion National Park where we did Angels Landing. It was a long hike but I safely crawled my way up to the top. Lastly, I play video games on my free time. I enjoy the game Overwatch, which is a fun team-based game with different characters and abilities. 



